Usinage de Contours
Usinage de Contours
Une opération de contour 2.5D est généralement utilisée pour découper des formes.
D'autres utilisations peuvent être l'usinage des angles d'une pièce et, en augmentant la largeur d'usinage, la création des poches, rainures ou gorges ainsi que le surfaçage.
L'usinage peut se faire à l'intérieur ou à l'extérieur du tracé de la forme sélectionnée.
L'entrée progressive dans la matière ainsi que la génération des attaches de maintient sont également supportés.
Propriétés
(Général) |
|
Activé |
Vrai : Des parcours d'outil et du Gcode seront générés pour cette opération d'usinage Faux : L'opération sera ignorée, aucun Gcode/parcours d'outil ne sera produit pour cette opération. |
ID Primitives |
La liste des objets (formes) à partir desquels cette opération d'usinage est définie. |
Infos |
A des fins générales, champ de texte multiligne qui peut être utilisé pour stocker des notes ou les paramètres des compléments (plugins). |
Intérieur / extérieur |
Détermine si l'usinage doit se faire à l'intérieur ou à l'extérieur de la forme sélectionnée. Pour les formes ouvertes, l'intérieur ou l'extérieur seront déterminés par l'ordre dans lequel les points auront été dessinés. |
Nom |
Chaque opération d'usinage peut recevoir un nom ou une description qui sera inclus sous forme de commentaire dans le Gcode produit. Cela permet d'identifier facilement les différentes opérations dans le code. |
Style |
Permet de sélectionner un Style d'Usinage pour cette opération. Tous les paramètres par défaut seront hérités de ce style. |
Choix de l'outil |
|
Diamètre de l'outil |
Diamètre de l'outil (dans l'unité utilisée par le dessin) |
Forme d'outil |
Le profil de l'outil. Si non spécifié, les valeurs utilisées seront celle stockées dans la bibliothèque d'outils pour le n° de cet outil. Profils disponibles: Cylindrique, Hémisphérique, A rayon, A graver, Perçage, Tournage |
Numéro d'outil |
Utilisé pour identifier l'outil en cours. Si le n° d'outil change d'une opération à l'autre, une instruction "changement d'outil" est générée dans le Gcode. Numéro d'outil = 0 est un cas spécial, aucun changement d'outil n'est généré. Le n° d'outil est également utilisé pour récupérer les informations le concernant dans la bibliothèque d'outils courante. La bibliothèque est définie dans le groupe parent ou au niveau du dossier Usinage. |
Contrôle de broche |
|
Gamme de vitesses |
Champ mémo, Cela peut être le N° des poulies ou la valeur du bouton de réglage de la broche par exemple. |
Sens de rotation |
Sens de rotation de la broche: horaire (CW) - anti-horaire (CCW) - Arrêt |
Vitesse de rotation |
Vitesse de rotation de la broche en tr/min |
Contrôle des avances |
|
Vitesse d'avance |
Vitesse d'avance en usinage normal (G1, G2, G3) |
Vitesse d'avance en plongée |
Vitesse d'avance lors de la pénétration verticale dans la matière. (en Z) |
Contrôle des déplacements latéraux |
|
Déplacement latéral maxi |
Distance maximale, en fraction du Ø de la fraise ou la matière sera coupée par déplacement horizontal de l'outil.(trajectoires //, usinage de poches,..) Si la distance jusqu'à la prochaine trajectoire et supérieure à Déplacement latéral maxi l'outil remontera, se déplacera en rapide à la hauteur définie dans Plan de dégagement jusqu'à la prochaine trajectoire, puis plongera de nouveau dans la matière. |
Largeur d'usinage |
Largeur totale de l'usinage. Si elle est supérieure au Ø de la fraise, plusieurs usinages parallèles seront effectués. |
Recouvrement |
Incrément de passe horizontale ( poche, contour plus large que la fraise, ..) exprimée en fraction du Ø de la fraise (0-1). Si la valeur de Recouvrement est supérieure au Ø de la fraise est si Largeur d'usinage à une largeur appropriée, il est possible d'usiner des cercles concentriques d'une largeur égale au Ø de la fraise, distants entre eux de la valeur de Recouvrement et sur une largeur totale égale à Largeur d'usinage. |
Surépaisseur |
C'est la quantité de matière à laisser sur le coté par rapport à la cote finale. Le reste est généralement enlevé plus tard lors de la passe de finition. Des valeurs négatives peuvent être utilisées pour augmenter la valeur de la dernière passe. (cela créera un usinage plus "large") |
Vitesse d'avance latérale |
Vitesse d'avance à utiliser en déplacement horizontal pour passer d'une trajectoire à la suivante. ( poche, contour plus large que la fraise, ..) |
Contrôle profondeur d'usinage |
|
Incrément de passe |
Incrément de profondeur de passe = profondeur d'usinage maximum prise par la fraise à chaque passe. Déterminera le nombre de passes pour atteindre la profondeur finale. |
Incrément dernière passe |
La valeur (en Z) de la dernière passe d'usinage de cette opération. |
Plan de dégagement |
Le plan (hauteur Z) où remontera l'outil pour les déplacements en rapide (G0) |
Profondeur finale |
Position en Z de la dernière passe (coordonnées absolues) |
Surface pièce |
Coordonnée Z d'où démarrera l'usinage. |
Divers |
|
Profilage des bords |
Une suite de propriétés qui permettent de créer de la pseudo 3D à partir de formes 2D en générant des rayons et des chanfreins Voir ICI pour plus d'informations |
Entrée/sortie dans la matière |
|
Entrée dans la matière |
Sélection de la méthode d'entrée dans la matière: Type d'entrée/sortie: Aucun / Spirale / Tangente Angle d'hélice: Valeur utilisée par Spirale et Tangente pour contrôler l'angle d'entrée dans la matière. Rayon tangent: Valeur du rayon utilisé pour l'entrée tangentielle. Vitesse d'avance: Vitesse d'avance utilisée pour l'entrée/sortie |
Sortie de la matière |
Sélection de la méthode de sortie de la matière: |
Expérimentale |
|
Transformer |
Utilisé pour transformer les trajectoires. Attention cette fonction est expérimentale est peut donner des résultats imprévisibles |
Gestion des attaches |
|
Gestion des attaches |
Permet de générer des attaches de maintient (ponts) qui maintiendront la pièce en place pendant l'usinage. Voir ICI pour plus d'informations. |
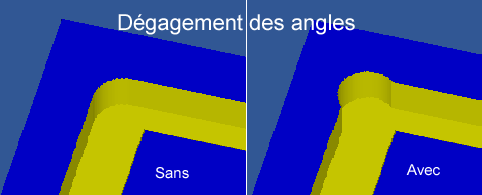
Options |
|
Mettez l'option à Vrai pour ajouter une opération supplémentaire qui coupera la partie interne des angles qui, normalement, n'est pas coupée par la fraise. Cette fonction coupera davantage de matière de façon à dégager l'angle, ce qui est utile pour les pièces qui doivent s'assembler (suppression du rayon de la fraise dans les angles) comme les tenons ou les incrustations.
Si la propriété Forme d'outil est mise sur A graver, le fonctionnement différera, et une rampe remontant jusqu'à Surface pièce sera insérée dans chaque coin intérieur du parcours d'outil. Cela permet d'obtenir des coins carrés bien propres quand un outil en V est utilisé. (fraise conique) Pour obtenir de bons résultats la Profondeur finale d'usinage devra être réglée de la manière suivante: Pour une fraise en V à 30°, la Profondeur finale devra être de 1.87x le diamètre de la fraise.
|
|
Détection de collision |
Permet d'éviter que des trajectoires adjacentes ne se recoupent. |
Ebauche / finition |
Détermine si l'opération est une ébauche ou une finition. Actuellement, cette propriété n'est utilisée que par les opérations d'usinage Tournage et Profilage 3D (par balayage uniquement) |
Mode d'optimisation |
Une option qui permet de définir la méthode utilisée pour déterminer l'ordre dans lequel les trajectoires seront exécutées (pour la production du Gcode) Standard (0.9.7) – Les trajectoires sont ordonnées pour minimiser les déplacements en rapide |
Ordre d'usinage |
Permet de définir si l'on usine jusqu'à la profondeur finale en premier ou si l'on usine chaque niveau en premier. |
Sens d'usinage |
Sens d'usinage, en Opposition, En Avalant, ou Mixte |
Options du Gcode |
|
En-tête d'opération personnalisée |
Un script en Gcode (multiligne) qui sera inséré avant l'opération d'usinage courante dans le Gcode produit. |
Fin d'opération personnalisée |
Un script en Gcode (multiligne) qui sera inséré après l'opération d'usinage courante dans le Gcode produit. |
| Mode de déplacement | Mode de suivi de trajectoire: Vitesse constante: (G64) La vitesse d'avance reste constante mais le suivi de la trajectoire est moins précis. Trajectoire exacte: (G61) Suivi précis de la trajectoire, mais ralentissement et à coups dans la vitesse d'avance. Indéfini: Utilise la valeur définie dans les options du dossier Usinage. |
| Plan de travail | Définit le plan de travail pour le Gcode. Les arcs seront définis dans ce plan.Options disponibles: XY, XZ et YZ |
| Point de départ | Utilisé pour choisir un point proche de l'endroit ou devra démarrer l'usinage. Si le point de départ est défini, un petit cercle sera affiché à cet endroit lorsque l'opération d'usinage est sélectionnée. Le point de départ peut être déplacé par un cliquer/glisser du bouton gauche. |